Технология обжига керамического кирпича
Печь для обжига кирпича
Для создания кирпича обычно используется один способ — это обжиг кирпича углем. Это один из способов, которые производит изменения в структуре стройматериала на уровне молекул. В итоге получается что-то похожее на керамику.
печь для обжига кирпича
Для проведения данного технологического процесса используются печи для обжига. Их несколько видов: газовая, туннельная, кольцевая и та, которая сделана своими руками.
- Газовая печь для обжига кирпича должна иметь температуру, более чем 900 градусов по Цельсию. Благодаря такой технологии кирпич приобретает особые качества. Он не имеет влаги и с помощью появившийся прокалки, становится устойчив ко всяким повреждениям.
- Туннельная печь для обжига кирпича — это один из видов тепловых строений, с помощью которого изготавливается огромное количество готового кирпича. В ней учитывается все, чтобы создать необходимый стандарт.
- Кольцевая печь для обжига кирпича имеет, в отличие от других видов печей, два важных аспекта — это повышение температуры до максимума и ее остывание. Большая сырая партия кирпича закладывается таким образом, чтобы каждый получил свою порцию термической обработки, после этого его сразу не вытаскивают, а оставляют до тех пор, пока он не остынет.
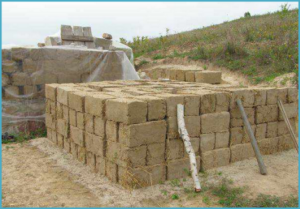
- Печь для обжига кирпича своими руками дает возможность производить изделия из подручного материала, как делали это наши предки. Ведь кирпич — это один из самых древних стройматериалов. Чертежей для обжига кирпича существует огромное количество. Самый старый и простой способ — это яма в земле. Сырой кирпич закладывают в нее, разжигают огонь, а потом засыпают ее песком. Этот метод до сих пор существует в некоторых странах Азии.

методика сушки кирпича в печке
Как только человек раскрыл секрет по изготовлению кирпича, в то же время появились печи обжига керамического кирпича. С развитием человечества открывались все более новые технологии по созданию этого стройматериала, поэтому производство все время модернизировалось. За этот период было придумано огромное количество конструкций. Нельзя сказать, что все из них были совершенны. У каждой есть свои недостатки и свои достоинства, так как в разных странах человек имел определенный уровень знаний.
Чтобы создать домашние печи для обжига кирпича не нужно привлекать специалистов, все зависит от самого человека, который решил производить этот стройматериал у себя дома. Если оглянуться назад в те далекие дни, то на тот момент туннельные печи были самые лучшие. Важный принцип работы таких конструкций — это кольцевой. Даже сегодня их модернизированные аналоги ценятся во всем мире. Не удивительно, что в конце ХХ века, подобные технологии ничем не отличались от деревенских печей. Поняв, что эта инновация имеет небольшую скорость по производству кирпичей, специалисты перестали использовать ее, а применили конвейеры.
Как выглядит процесс изготовления кирпичей?
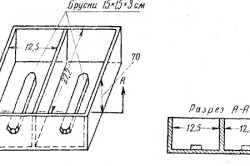
Форма-поддон на два кирпича-сырца.
Для того чтобы обжечь кирпич, его сначала нужно изготовить. Для этого можно воспользоваться одним из трех возможных способов:
- Необожженный кирпич, в процессе производства которого добавляется рубленая солома или саман.
- Кирпич-сырец.
- Обожженный кирпич из глины.
Необходимо рассмотреть каждую технологию в отдельности.
Первый тип кирпича требует при изготовлении соблюдения всех правил технологии. Если все делать правильно, то полученный стройматериал составит конкуренцию обожженному кирпичу.
Строение, возведенное с соблюдением всех правил, может прослужить не меньше 70 лет. Правильно подобранная толщина стены обеспечит комфортное пребывание в доме зимой и летом.
Чтобы самостоятельно сделать кирпичи, необходимо приготовить для них формы. Для этого берутся доски толщиной в 25 мм и несколько фанерных отрезков. Стандартный размер кирпича 250х120х65 мм, поэтому и формы должны иметь соответствующие размеры. Чтобы такие кирпичи лучше сцеплялись со связующей смесью, в верхних и нижних крышках делаются конические выступы. После застывания на плоскостях кирпича получатся выемки.

Схема печи и укладки кирпича-сырца для обжига дровами.
Детали будущей формы соединяются между собой при помощи гвоздей (длиной в 5-6 см). Накрывающая крышка должна легко закрываться и сниматься.
Для изготовления «домашних» кирпичей понадобятся:
- контейнер для замеса раствора (глины),
- тощая и жирная глина,
- совковая лопата,
- солома,
- вода,
- формы,
- металлический шпатель.
Сам процесс изготовления выглядит следующим образом:
- В контейнер высыпаются два вида глины и измельченная солома. Пропорция компонентов должна равняться 1:1:5. Далее добавляется вода, и полученную смесь замешивают лопатой до однородной консистенции. Тут сразу стоит отметить, что от качества измельчения и просушки соломы зависит прочность получаемого изделия. Лучше всего для этих целей подойдет пшеничная солома, точнее ее стебли.
- Далее полученной смесью заполняются формы. Но их надо изначально смочить с внутренней стороны водой, а затем присыпать цементом или мелкой пылью. Такая обработка поверхности поможет в дальнейшем без труда вытаскивать готовые изделия.
Раскладывая раствор по формам, его необходимо утрамбовывать, для того чтобы кирпич имел правильную геометрическую форму. Лишнюю смесь, выступающую за края, снимают при помощи шпателя. После этого закрывают верхнюю крышку. По прошествии некоторого времени ее снимают, саму форму переворачивают и вынимают изделие. Но такую процедуру необходимо выполнять на какой-либо поверхности, чтобы кирпич лежал на плоскости.
Cоветы по выбору и применению кирпича
Представление об эстетических свойствах облицовочного кирпича может сложиться только при виде фрагмента кладки, а не отдельного изделия.
Приобретайте кирпичи марки М100 и выше, с морозостойкостью не менее F35 (отечественного производства) или класса F2 (импортные).
При выборе пустотелого кирпича (с воздушными полостями) обращайте внимание на расстояние от лицевой поверхности до первого ряда пустот: чем оно меньше, тем больше вероятность деформации кирпича в кладке.
Импортные изделия значительно дороже российских, однако процент брака (сколов, трещин, отклонений по цвету) у них намного меньше — 1–3% против 5–10% у нашей продукции.
Не злоупотребляйте фигурными модулями, иначе фасад потеряет гармоничность.
Используйте только кладочные растворы, соответствующие кирпичу по морозостойкости и прочности.
Применяя цветные смеси, имейте в виду, что они выцветут быстрее, чем кирпич. Притом тональность шва будет меняться под воздействием пыли и грязи.
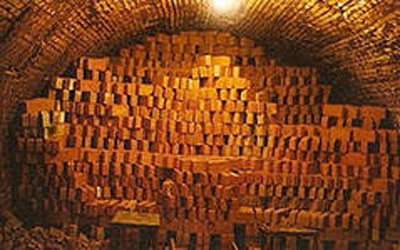
Кольцевая печь
Это занимающая большую площадь, сложная конструкция непрерывного действия. Кольцевые печи со сводами наиболее распространены в масштабном промышленном производстве. Некоторые мелкие производители сооружают их заглубленными в землю и оставляют без свода, накрывая временным настилом.

Принцип обжига
Рабочее пространство кольцевой печи организовано в виде замкнутого, вытянутого эллипса с окнами на боковой поверхности, служащими приемными отверстиями для загрузки материала или его выгрузки. Промежуток между окнами называют камерой.
Главная особенность технологического процесса — стационарное положение кирпича при перемещающейся от камеры к камере зоны огня (взвара). Она непрерывно движется вперед , по кольцу обжигательного канала. Топливо забрасывают непосредственно на кирпичи, и оно воспламеняется от их накала. После прохождения огня через всю камеру процесс отжига считается завершенным , и огонь передвигается на следующий отсек.
На розжиг кольцевых печей требуется 3—4 дня. Топки для разведения огня устраивают во временных поперечных кирпичных стенках. В начале процесса разогрева топливо поступает через отверстия в своде. Когда ближайшие к топкам подсадки кирпича накаляются докрасна, начинается прямая подача. После продвижении разведенного огня на 4 – 5 камер вперед , разбирают стены с временными топками, и печь начинает функционировать в непрерывном режиме.
Огонь движется одновременно с садкой и выемкой. Количество новых подсадок сырца должно соответствовать количеству готовых, выгруженных кирпичей.
Другие особенности технологии:
- Процесс отжига длится до 4 суток .
- Тяга создается благодаря устройству центрального дымового канала, проходящего по периметру конструкции и подводящегося к каждой из зон обжига с помощью перекидного короба из металла.
- Воздух в дымовой канал поступает уже разогретым, так как засасывается в зоне выгрузки отожженных изделий.
- Предварительная досушка и подогрев сырца осуществляются под действием отходящих дымовых газов.
Достоинства и недостатки
Основные преимущества печей такой конструкции — высокая производительность, простота процессов обслуживания и эксплуатации, экономичность. Снижение себестоимости продукции возможно за счет :
- использования недорогих теплоносителей (низкосортный антрацитовый штыб, фрезерный торф и прочие топливные отходы) .
- небольшого расхода топлива (в 2 — 3 раза меньше, чем для туннельных печей) .
- возможности менять вид топлива без остановки печи .
- экономии теплоносителей (эффективного использования дымовых газов с высокой температурой , в том числе и для сушки сырца).
К недостаткам печей кольцевого типа относят:
- сравнительную дороговизна постройки .
- большую длительность технологического цикла, обусловленную существенной величиной камеры;
- неравномерность обжига (кирпичи в глубине садки не дожигаются) .
- низкий КПД .
- преобладание ручного труда над механизированными процессами .
- невозможность полной автоматизации.
Немного исторических фактов
Первичные данные о клинкере относятся к 1743 году. В это время в городе Бокхорно в Дании открылась мастерская, в которой обжигался кирпич. Эти изделия выпускались для мощения дорог.
Глубокий обжиг делал их сравнимыми по прочности с булыжником, которого в стране было очень мало. Искусственный камень в виде прямоугольных брусков в укладке был проще, обходился намного дешевле булыжника, его не нужно было везти издалека.
Через много лет в российской деревне Топчиевка, расположенной в Черниговской губернии, тоже началось производство клинкерного кирпича. Случилось это в далеком 1884 году. На заводе использовалась печь системы Гофмана и немецкие шнековые прессы.
 Изображение № 1. Окись железа придает глине красноватый оттенок.
Изображение № 1. Окись железа придает глине красноватый оттенок.
Подготовленная глина спекалась в печи в некую массу в виде пласта. Его раскалывали на части. В таком виде использовали для дорожных работ.
Через 20 лет завод начал выпускать клинкерный кирпич. Печь Гофмана заменили на камерную. Раньше процент брака был равен 50 и более, теперь он остановился на показателе 25.
В СССР на нескольких заводах стали выпускать кирпич не только для дорог, но и для возведения отопительных печей. Мощность заводов была очень небольшой. В настоящее время обжигом занимаются многие предприятия. Выпускают они несколько видов керамических изделий, в том числе и клинкерный кирпич.
§ 13. Керамический обыкновенный кирпич
Производство. Обыкновенный керамический кирпич изготовляют из легкоплавких средней пластичности глин, содержащих 40. 50% песка. Существует два способа производства кирпича — пластический и полусухой.
При пластическом способе кирпич-сырец формуют на ленточных прессах (рис. 6) из пластичной глиняной массы влажностью 18. 20%. Увлажненная и тщательно размятая глиняная масса продавливается винтовым конвейером 8 через решетку 7 в вакуумную камеру 6, где жгуты глины разбиваются вращающимся ножом 5 для удаления воздуха из глиняной массы. Далее масса винтовым валом 1 подается в конусную головку 2 пресса, где окончательно уплотняется и продавливается сквозь формующую часть пресса — мундштук 3. Мундштук придает глиняной ленте, выходящей из пресса, определенную толщину; в нем же могут быть установлены керны, образующие пустоты в кирпиче.
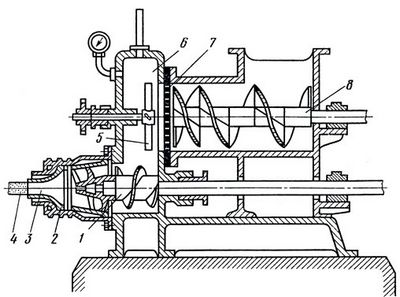
Рис. 6. Ленточный вакуумный пресс: 1 — винтовой вал, 2 — конусная головка, 3 — мундштук, 4 — глиняный брус, 5 — нож, 6 — вакуумная камера, 7 — решетка, 8 — винтовой конвейер
Глиняная лента нарезается автоматическим устройством на кирпичи-сырцы. Размер таких кирпичей несколько больше требуемого размера, так как в процессе дальнейшей обработки глина дважды (при обжиге и при сушке) дает усадку. После формования кирпич подается на сушку и после достижения 6. 8% влажности — на обжиг.
Обжигают высушенный кирпич в туннельных печах: сырец, уложенный в вагонетки, непрерывно движется вдоль печи навстречу горячим газам и последовательно проходит зоны подогрева, обжига и охлаждения.
Полусухой способ производства кирпича отличается от пластического тем, что глина влажностью 6. 7% измельчается в порошок, из которого на специальных прессах поштучно формуется кирпич-сырец. Такой сырец не требует сушки — его сразу же после формования можно обжигать. Так как кирпичи полусухого прессования (рис. 7, б) получаются более плотными, в них делают несквозные пустоты (так называемый пятистенный кирпич). Кирпич полусухого прессования имеет гладкие грани и значительно меньше дефектов, чем кирпич пластического формования (рис. 7, а), но в то же время он менее морозостоек.
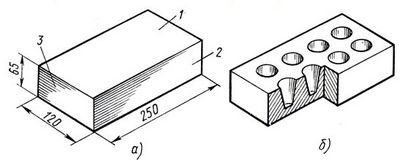
Рис. 7. Керамический обыкновенный кирпич пластического (а) и полусухого (б) формования: 1 постель, 2 — ложок, 3 — тычок
Относительно небольшой выпуск кирпича полусухого прессования объясняется сложностью прессов для формования сырца и невысокой их производительностью.
Производственные дефекты. Из-за слишком быстрой сушки и нагрева при обжиге кирпич деформируется и на его поверхности появляются трещины. При недостаточной температуре обжига получается недожженный кирпич (недожог) алого цвета, который не применяют из-за низкой прочности, водо- и морозостойкости. При слишком высокой температуре обжига получается пережженный фиолетово-бурый кирпич (пережог — «железняк») повышенной плотности, с оплавленной поверхностью и искаженной формы.
Свойства. Керамический кирпич выпускают размером 250х120х65 мм; реже 288х138х65 мм (модульный) и 250х120х88 мм (утолщенный). Поскольку масса одного кирпича не должна превышать 4 кг, утолщенный и модульный кирпич обычно делают с пустотами.
Приняты следующие названия граней кирпича: большой — постель 1, боковой длинной — ложок 2 и торцовой — тычок 3.
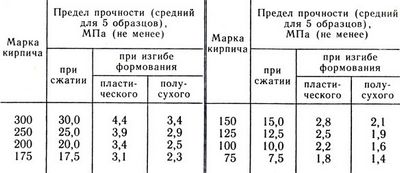
Плотность обыкновенного керамического кирпича 1600. 1900 кг/м 3. водопоглощение — не менее 8%. По прочности на сжатие и изгиб его подразделяют на восемь марок: от 75 до 300 (табл. 3), по морозостойкости — на четыре марки: Мрз15, Мрз25, Мрз35 и Мрз50.
Допускаемые отклонения от размеров и формы кирпича установлены ГОСТ 530 — 80:
по длине ± 5 мм, по ширине ± 4 мм и по толщине ± 3 мм;
Таблица 3. Марки керамического обыкновенного кирпича
непрямолинейность граней и ребер (не более): по постели — 3 мм, по ложку — 4 мм;
сквозные трещины на ложковой и тычковой гранях — не более одной при протяженности ее по постели не более 30 мм;
отбитости и притупленности ребер и углов — не более двух на кирпиче глубиной более 5 мм и длиной 10. 15 мм.
Обыкновенный керамический кирпич благодаря достаточно высоким показателям физико-механических свойств и долговечности широко применяют в современном строительстве для кладки наружных и внутренних стен зданий, фундаментов, дымовых труб и других конструкций. Кирпич полусухого прессования нельзя применять для кладки цоколей, фундаментов и наружных стен влажных помещений.
Хранение и транспортирование. На складах кирпич хранят в штабелях высотой до 1,6 м уложенным на ребро (ложковую грань).
При механизированной погрузке, разгрузке и транспортировании используют деревометаллические поддоны, на которые кирпич укладывают на ребро с перевязкой или «в елочку» (с наклоном в 45° к центру пакета). Чтобы уложить кирпич «елочкой», к торцам поддона прибивают треугольные бруски. Благодаря такой укладке пакеты с кирпичом можно перевозить на обычных автомобилях без дополнительных креплений. Погрузку, разгрузку и подачу пакетов на рабочее место выполняют с применением специальных футляров. Без поддонов кирпич перевозят уложенным в штабель с перевязкой; перевозить навалом запрещается, так как при этом много кирпича бьется.
Смотрите по теме
- Предприятия по производству кирпича
- Простейшие способы производства кирпича
05 октября 2021 года
Часто читают.
- 
- Мини завод по производству мыла
В случае если беседа заводится о производствах, обычно думают, что это: большое количество производственной техники, гектары с огромными длинными.
Во время того, как беседа заводится о фабриках, скорее всего воображают: огромное количество техники, большое количество станков, площади с внушительными цехами, тысячи трудящихся. Большинство наших предприятий.
В случае если поднимается речь о заводах, множество обывателей представляют: большое количество техники, сотни сотрудников, площади с.
Технология обжига керамического кирпича
 Промышленная автоматизация, однако, имеет гораздо более широкое применение, и в дополнение к стандартному использованию ее..
Промышленная автоматизация, однако, имеет гораздо более широкое применение, и в дополнение к стандартному использованию ее..
Является ли электричество в вашей компании хорошего качества?
 Очень часто причиной повреждения электрических устройств является низкое качество электроэнергии. Искажение высокого напряжения.
Очень часто причиной повреждения электрических устройств является низкое качество электроэнергии. Искажение высокого напряжения.
Подбор видеонаблюдения для квартиры
 Мой дом, моя крепость. Каждому из нас хочется, чтобы наши дома были безопасны для нас и наших семей, имущество было цело и..
Мой дом, моя крепость. Каждому из нас хочется, чтобы наши дома были безопасны для нас и наших семей, имущество было цело и..
Определение формы участка

10-12-2017 Комментарии 0
Сад, которым мы пользовались, располагался позади соседнего дома. Для нас он прекрасно выполнял роль полускрытого сада.
Вьющиеся растения

9-12-2017 Комментарии 0
Здание наконец становится частью окружающей среды, когда на его отдельных частях начинают развиваться растения, — так же..
Технология обжига керамического кирпича

15-02-2013 Комментарии 0
Известно, что в старину технология обжига керамического кирпича была еще далека от совершенства, поэтому некоторые кирпичи выходили пережженными и имели темно-серый, коричневато-фиолетовый или почти черный тон. Однако из экономических соображений их не отбраковывали, а перемешивали в определенной пропорции с кондиционным кирпичом и использовали в строительстве, чередуя в соответствующем ритме и последовательности, укладывая то по короткой «тычковой» стороне, то по длинной «ложковой». Таким образом, получали геометрический орнамент, контрастный к общему фону кладки.
Наиболее полно декоративный потенциал данной коллекции раскрывается при облицовке значительных по площади участков стен.
Коллекция «Романский кирпич» отсылает нас к античной греко-римской культуре, в период расцвета которой кирпич, как обожженный, так и сырцовый, широко применялся при возведении объектов самого различного назначения. Впоследствии этот строительный материал получил распространение в средневековой Европе, где его очень часто использовали для заполнения ячеек каркаса фахверковых построек. Ритмичное чередование заложенных кирпичом простенков с потемневшими от времени элементами деревянного каркаса придавало фасадам фахверковых домов совершенно очевидный и запоминающийся декоративный эффект, который во многом формировал неповторимый облик улиц и площадей средневековых европейских городов.
Формат плоскостных облицовочных элементов коллекции — 30×4 см при толщине 1,8 см. В цветовой гамме преобладает насыщенный терракотовый тон с темными «подпалинами».
В заключение осталось еще раз напомнить, что во все коллекции облицовочного декоративного камня KAMROCK обязательно включены угловые элементы. Это объясняется тем, что компания KAMROCK выпускает не облицовочную плитку, а декоративный камень, назначение которого — достоверное воспроизведение визуальных особенностей различных приемов полнотелой стеновой кладки из натурального камня или кирпича. Именно благодаря включению в фасадную отделку угловых элементов дом приобретет облик солидной каменной или кирпичной постройки. Кроме того, угловые элементы повышают скорость и удобство выполнения облицовочных работ. Отделку фасада следует начинать с крепления угловых элементов, которые задают направление для монтажа плоскостных стеновых камней. Поэтому, приобретая комплект фасадной облицовки для загородного дома, не стоит экономить на угловых элементах — нельзя забывать о том, что в большом деле мелочей не бывает.