Пластическое формование кирпича технологическая схема
Пластическое формование в технологии строительных материалов
| Рубрика | Строительство и архитектура |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 14.04.2013 |
| Размер файла | 52,4 K |
- посмотреть текст работы
- скачать работу можно здесь
- полная информация о работе
- весь список подобных работ

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Размещено на http://www.allbest.ru/
Пермский Национальный Исследовательский Политехнический Университет
Кафедра строительных материалов и специальных технологий
по дисциплине: Процессы и аппараты в технологии строительных материалов
Пластическое формование в технологии строительных материалов
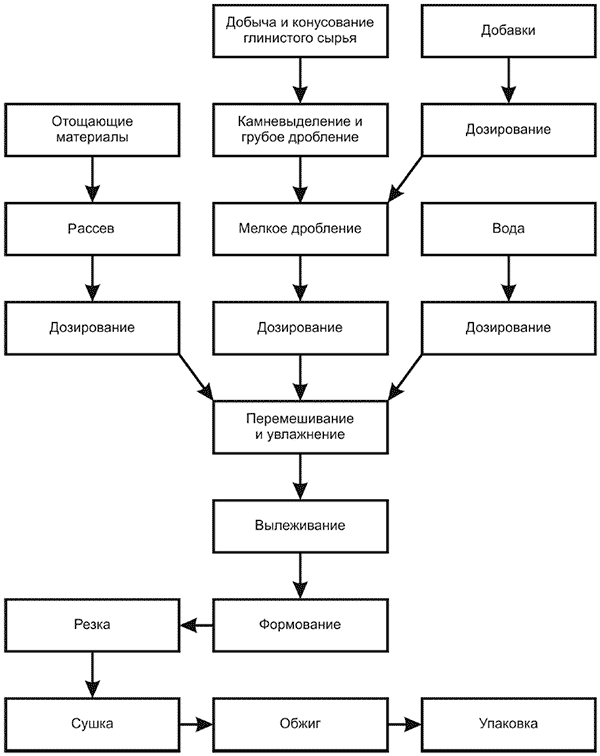
Все разнообразие керамических материалов производится в принципе по однотипной схеме, включающей в себя следующие переделы: добычу сырьевых материалов, подготовку сырьевой массы, формование изделий, сушку и обжиг. Однако для получения изделий с различной структурой черепка и различной конфигурации применяют разные методы формования: литье, пластическое формование, полусухое и сухое прессование. В зависимости от метода формования производят подготовку сырьевой массы.
Основные изделия строительной керамики — кирпич и керамические камни, а также некоторые виды керамических плиток, черепицы и труб производят методом пластического формования. Этот метод формования наиболее прост и получил наибольшее распространение.
Производство кирпича методом пластического формования ведется на хорошо проработанной пластичной массе с влажностью 15. 25 % из легкоплавких глин средней пластичности, содержащих 40. 50 % песка. Подготовка сырья в старину велась «естественным» образом: глина, добытая в карьере, в течение 1. 2 лет выдерживалась в буртах под открытым небом. Периодическое намокание, замораживание и оттаивание разрушало природную структуру глины, вымывало из нее соли(вспомните белые высолы на современном кирпиче). После этого глину обрабатывали на глинорыхлителях и камнеотделительных валках и доводили до требуемой пластичности добавлением воды. В настоящее время глину увлажняют паром и интенсивно обрабатывают на бегунах, дезинтеграторах и валках (это в какой-то мере заменяет вылеживание) до получения пластичной удобоформуемой массы без крупных каменистых включений (кусочки СаСО3 должны быть удалены или измельчены в порошок). Метод пластического формования является наиболее распространенным, особенно для выпуска массовых материалов. Этим методом можно перерабатывать самые разнообразные глины при влажности их в 15-20%. Качество массы и будущих изделий зависит от тщательности проработки сырьевых компонентов.
1. Пластическое формование в изготовлении строительного кирпича
Формованием называется процесс придания массе заданных форм и размеров, т. е. получения заготовки (полуфабриката) изделия. Структура заготовки в значительной мере определяет строение и свойства изделий после обжига. При формовании стремятся максимально увеличить содержание твердой фазы, чтобы снизить усадки в сушке и обжиге.
Пластичность глин предопределяет наличие специфических деформационных свойств — малой вязкости и достаточно высокого предела текучести.
Показателем формовочных свойств масс является соотношение между внешним и внутренним трением. Считают, что формование возможно, если внутреннее трение массы (когезия) больше, чем трение о формующий орган машины (аутогезия). Для оценки формовочных свойств используют коэффициенты внутреннего трения и сцепления массы. Из уравнения Кулона-Мора следует, что сопротивлением массы уПР сдвигу определяется коэффициентом внутреннего трения f, сцеплением С и действующим сжимающим напряжением у:
Основные свойства пластичной формовочной массы зависят от минерального состава, формы и размеров частиц твердой фазы, вида и количества временной технологической связки, интенсивности образования гидратных слоев на поверхностях частиц. С увеличением содержания жидкой фазы коэффициент внутреннего трения растет, проходя через максимум. Другие показатели уменьшаются монотонно, но с разной интенсивностью. Это позволяет для каждой массы выбрать оптимальное значение формовочной влажности. Лучшие формовочные свойства имеет масса с максимально развитыми слоями физически связанной воды при минимальном содержании свободной воды в системе.
Возрастание дисперсности твердой фазы увеличивает количество контактов между частицами в единице объема и прочность. Одновременно растут оптимальная формовочная влажность, предел текучести, вязкость, модули деформации, коэффициент внутреннего трения и связность массы, повышается пластичность.
Чрезмерное повышение дисперсности увеличивает усадки в сушке и обжиге, поэтому оптимальный зерновой состав должен обеспечивать создание каркаса из сравнительно крупных зерен для повышения предела текучести и уменьшения усадок.
Пластическое формование осуществляют тремя способами: выдавливанием, допрессовкой и раскаткой. Во всех случаях механические напряжения не превышают 1—30 МПа, масса содержит 30—60% жидкости по объему. Заготовка сохраняет форму благодаря наличию предела текучести. Важнейшей задачей при пластическом формовании является подбор оптимальной формовочной влажности. Для оценки формовочной влажности WФ по П.А. Ребиндеру используют зависимость пластической прочности структуры Рm, от влажности Wабc.
Влияние влажности на основные параметры пластичной массы:
f — коэффициент внутреннего трения; Е1 и Е2 — модули быстрой и замедленной обратимой деформации; С — сцепление; з — вязкость.
Пластической прочностью называют механическое напряжение, которое способна выдерживать масса без нарушения сплошности. Считают, что формовочной влажности соответствует точка перехода зависимости Рm — влажность от прямолинейного участка. В заводской практике формования на вакуумных прессах ведут обычно при влажности на 1-3% меньше.
Чем сложнее форма изделия, тем при более высокой влажности проводят формование. Для его облегчения иногда в массы добавляют высокопластичные монтмориллонитовые глины.
Выдавливание является окончательной операцией формования изделий грубой строительной керамики (кирпич) и промежуточным этапом переработки пластичной тонкокерамической массы перед раскаткой и допрессовкой. Выдавливание может быть горизонтальным и вертикальным. Его осуществляют на шнековых вакуумных прессах. В шнековом прессе при движении массы возникает сложное объемно-напряженное состояние. Лопасти шнека сообщают массе поступательное и вращательное движение, а стенки корпуса пресса замедляют перемещение массы в прилегающим к ним слоям. По мере продвижения массы к головке пресса ее вращение замедляется, но периферийные слои движутся с большей скоростью. Окончательно уплотняет массу последний виток шнека. Он выжимает массу из цилиндра в головку пресса с различными по сечению скоростями, сообщая ей частичное вращение.
Распределение скоростей течения пластической (а) и тощей (б) масс в головке шнекового пресса.
Шнековые (ленточные) вакуумные прессы имеют высокую производительность и являются агрегатами непрерывного действия, однако требуют «мягких» масс. В заготовке могут возникать дефекты, связанные с неравномерным движением массы.
Под действием бокового давления линейная скорость массы у стенки меньше, а окружная выше, чем в центре. В массе образуются два параболоидальных потока, скорости которых в мундштуке постепенно выравниваются. Более пластичные массы характеризуются большим градиентом скоростей по сравнению с жесткими (рис. 6.2.). Для снижения неравномерности течения используют шнеки с переменным шагом винта и двухзаходной выпорной лопастью. Крупнозернистые включения снижают склонность массы к расслаиванию.
Выдавливание сопровождается образованием анизотропной структуры масс, так как пластинчатые частицы глины ориентируются своей тонкой гранью в направлении максимальной скорости течения. Анизотропия проявляется в неравномерной усадке и различной прочности образцов в разных направлениях.
При неблагоприятных условиях возможно появление дефектов. S-образные трещины образуются при нарушении сплошности массы из-за разной продольной и окружной скорости ее течения. Уменьшение скорости течения в углах или на поверхности кернов для слабосвязанных масс приводит к образованию «драконова зуба» и «малых надрезов».
Дефекты устраняют подбором размеров головки пресса и мундштука (отношение длины к диаметру должно быть не менее 4, увеличиваясь для сильно пластичных и жестких масс), конусности мундштука, смазкой головки и мундштука. Эффективно применение вибрирующих головок или вставок и ультразвуковое разжижение масс.
Сформованный кирпич в дальнейшем подвергается сушке.
Формовка кирпича производится на вакуумном шнековом прессе СМК-217 или его аналогах. Пресс комплектуется вакуум-насосом ВВН-12, оборудуется ресивером и баком для рециркуляции воды в вакуум-насосе. В глиномешалке пресса производится доведение влажности глиномассы до оптимальной формовочной. Пресс также комплектуется мундштуками для формовки полнотелого и пустотелого кирпича.
Брус из мундштука пресса непрерывной лентой поступает на автомат многострунной резки (АМВР) КБ045 (поз. 5), где производится резка кирпича в две стадии. Сначала отрезается мерный брус длиной равной толщине 10 шт. кирпича (первый узел АМВР). Затем мерный брус поступает на второй узел многострунной резки АМВР, где разрезается на 10 шт. одинарного или на 8 шт. утолщенного пустотелого кирпича. На третьем узле АМВР — разгрузочном ленточном (или цепном) конвейере производится раздвижка кирпича с зазором в 20-30 мм. Этим же конвейером кирпич-сырец доставляется в зону укладки его на сушильную оснастку — посты укладки оборудуются с 2-х сторон конвейера.
керамический кирпич пластический формование
1. Госин Н.Я., Соболев М.А. Производство керамического кирпича. — Москва: Стройиздат 1971г. 207с.
2. Комлева Г.П., Комлев В.Г. Основы проектирования заводов по производству ТН и СМ. Ивановский Химико-технологический университет — Иваново, 2004г. 111с.
3. Кашкаев И.С., Шейман Е.Ш. Производство керамического кирпича. — Москва: Высшая школа, 1974г. 287с.
4. Буров Ю.С. Технология строительных материалов и изделий. Учебник для втузов Москва Высшая школа 1972г.
5. Технологический регламент завода «Ивстройкерамика». — Иваново, 2001.
7. Кондратенко В.А., Пешков В.Н. журнал «Стройпрофиль» № 4 — М, 2004.
8. Информационная система по строительству «Ноу-Хаус.ру» — М, 2006.
9. Роговой М.И. Технология искусственных пористых заполнителей и керамики. Учебник для вузов Москва Стройиздат, 1974г.
Размещено на Allbest.ru
Подобные документы
Технологический процесс производства керамического кирпича. Механизация процессов вскрыши карьера и добычи глины. Формовка сырца, процесс сушки, обжиг кирпича. Применение туннельной печи для обжига кирпича. Внедрение автоматизированной системы управления.
презентация [5,5 M], добавлен 29.03.2016
Описание свойств керамического кирпича. Характеристика сырья для производства керамического кирпича на базе месторождений пластичной глины с нанесением ангоба. Материальный баланс технологического комплекса по производству керамического кирпича.
курсовая работа [803,9 K], добавлен 12.02.2011
Описание и область использования продукции, сырьевые материалы. Керамика — изделия из неорганических, неметаллических материалов и их смесей с минеральными добавками. Производство керамического кирпича пластического формования с щелевидными пустотами.
реферат [31,9 K], добавлен 16.11.2011
Характеристика основных видов сырья. Ассортимент и требования к выпускаемой продукции. Выбор способа производства кирпича. Технологическая линия производства лицевого керамического кирпича полусухого прессования. Тепловой баланс зон подогрева и обжига.
курсовая работа [116,9 K], добавлен 20.11.2009
Технологическая схема производства силикатного кирпича. Расчет удельного расхода сырьевых материалов. Процентное содержание пустот в кирпиче. Расчет потребности воды на изготовление силикатной смеси. Формование и автоклавирование силикатного камня.
курсовая работа [619,6 K], добавлен 09.01.2013
Описание продукции и области её применения. Классификация лицевых керамических кирпичей. Сырьевые материалы для производства керамических кирпичей, предъявляемые требования. Технологическая схема производственного процесса, контроль качества и испытания.
курсовая работа [183,4 K], добавлен 28.01.2011
Определение сопротивления теплопередаче теплоэффективного трехслойного блока. Расчет коэффициента теплопроводности кирпича керамического (полнотелого и пустотелого) и кирпича керамического одинарного. Особенности использования пирометра Testo 830-T1.
дипломная работа [800,8 K], добавлен 09.11.2016
Особенности технологий производства строительных материалов на примере отечественных кирпичных заводов.
Все заводы по производству керамического кирпича в России, в том числе поризованного с повышенным сопротивлением теплопередаче условно делят по способу формования кирпича, по сути, определяющего производительность предприятия и номенклатуру выпускаемой продукции. Небольшие и средние (по производительности) предприятия при изготовлении кирпича преимущественно используют способ полусухого формования изделий на механических или гидравлических прессах, крупные заводы – способ пластического формования на ленточных вакуумных прессах с последующей резкой кирпича-сырца на резательных агрегатах и накатыванием рисунка (на лицевом кирпиче).
При изготовлении поризованного кирпича к базовым глинистым (глина, суглинки и сланцы в зависимости от месторождения) и отощающим (песок, шамот) материалам добавляют измельченные опилки, выгорающие при отжиге и формирующие пористую макроструктуру в изделиях. В остальном технологии изготовления керамического кирпича сходны и включают переработку, подготовку сырья, приготовление формовочной массы – шихты, выдержку (вылеживание) формовочной массы в шихтозапасниках для гомогенизации влаги по объему, формование изделий, резка (для пластического способа), сушка, обжиг и упаковка готового продукта.
Особенности нагрузки и качестве электроэнергии в силовых сетях производства кирпича.
Условно из процесса производства керамического кирпича можно выделить 2 больших стадии, разделенных этапом долговременного вылеживания формовочной массы в шихтозапасниках – на первой стадии подготавливаются и смешиваются в формовочную массу сырьевые материалы, на второй – формуются готовые изделия с требуемыми геометрическими размерами и регламентированным пакетом эксплуатационных свойств, получаемых контролируемой высокотемпературной обработкой глинистых минералов в туннельных (иногда кольцевых) газовых, реже электрических печах.
Типовое электрооборудование первой стадии производства керамического кирпича.
С мест хранения глинистые и отощающие материалы подаются ковшовыми экскаваторами на ящичные питатели (или иной вид транспортеров), доставляющие сырье на вибрационные грохоты, дробилки, рыхлители, агрегаты грубого и мелкого помола, стержневые мельницы, а затем на двухвальные смесители, бегуны мокрого помола, смесители лопастного или барабанного типа.
На превалирующем большинстве модернизированных и всех новых кирпичных заводов транспортное, дробильное, дозирующее, смешивающее оборудование имеет электропривод постоянного тока с асинхронными двигателями, запитанными от инвертора – ШИМ преобразователя, что определяет, как значительную потребность в реактивной энергии нагрузки, так и существенное засорение сети гармониками, порядок и интенсивность которых в целом зависит от типа преобразователя (см. типовой спектральный состав токов электроприводов на базе 12-ти и 6-ти ШИМ преобразователей здесь)
Типовое электрооборудование второй стадии производства керамического кирпича.
На втором этапе производства шихта с усредненной влажностью с помощью транспортеров подается на ленточные вакуумные прессы (или гидравлические, механические при полусухом способе формования) и резательные линии, где основную нагрузку формируют асинхронные двигатели насосных агрегатов компрессоров и электроприводы постоянного тока. Загрузка передаточных тележек, сушильных вагонеток выполняется портальными манипуляторами-автоукладчиками, перемещение – толкателями, как правило, с электроприводами, управляемыми через контроллеры на полупроводниковых схемах, которые генерируют гармонические возмущения в сеть.
Для сушки кирпича используются электропечи, для отжига – газовые туннельные или кольцевые печи с электроприводом постоянного или переменного тока. Дополнительную реактивную нагрузку на силовую сеть оказывают электродвигатели систем аспирации, вентиляции, водоподготовки, водоотведения, водоочистки. Системы освещения и особенно энергосберегающего, а также центры обработки данных, контроля и управления генерируют в сети гармоники четных и нечетных порядков, а часто и интергармоники, что в совокупности с гармоническими возмущениями от ШИМ преобразователей может снизить качество электроэнергии в сети до критического уровня.
Методы изготовления кирпича: пластическое формование («традиционный»)
Как ни крути, а все-таки именно кирпич — один из самых востребованных материалов для строительства – надежный, долговечный, практичный и проверенный временем. Из керамического кирпича можно возводить как совсем простые конструкции, так и самые сложные и необычные здания в различных стилях – архитектурные возможности практически безграничны.
Способов производства керамического кирпича существует несколько, но, при всем их многообразии сырьем для него, в любом случае, служит глина.
В основу любой технологии изготовления керамики заложена последовательность следующих процессов: добыча сырья, подготовка сырьевой массы, формование изделий, сушка и обжиг.
Мы хотим более подробно остановиться на изготовлении кирпича методом пластического формования – наиболее распространенного производственного процесса. Это тот самый метод, который чаще всего называют «классическим или традиционным». Данный метод состоит из нескольких этапов:
Подготовка сырья.
На этом этапе глину увлажняют паром и интенсивно обрабатывают (это заменяет процесс вылеживания) до получения пластичной, удобно формируемой массы без крупных каменистых включений.

При необходимости ее измельчают и затем доводят до нужной консистенции, смешивая с различными добавками. Точного рецепта не существует – все зависит от месторождения глины, ее состава и желаемых свойств и качеств готового изделия. Состав добавок различается и у каждого производителя он свой. Но, в любом случае, полученное сырье должно обладать такими качествами, соответствующими действующим нормативам, как пластичность (особую способность, позволяющую сохранять и изменять форму без разрушения), спекаемость (указывает на способность твердеть при нагревании до высокой температуры, высокотемпературные глины характеризуются спекаемостью при температуре, превышающей 1300 градусов), огнестойкость (в соответствии с ней, разделяют глины легкоплавкие, тугоплавкие и глины с высоким уровнем огнестойкости).
Формование кирпича-сырца.
Глиняная лента (брус) нарезается автоматическим устройством на кирпич-сырец. Форма мундштука пресса может быть разной. Это позволяет создавать кирпич различных форм, а с помощью специальной оснастки изменять типы поверхности и фактур.

Размер таких кирпичей (заготовок) несколько больше требуемого, так как в процессе последующей обработки глина дважды (при сушке и обжиге) претерпевает усадку, достигающую 10-15%. Кирпич пластического формования может быть с пустотами (пустотелым считается кирпич с 13 % пустот и выше) или полнотелым (соответственно, пустот не более 13 %). Процесс изготовления различается как в подготовке глины, так и на этапе выхода из пресса. Пустоты в кирпиче формируются при помощи кернов мундштука. От размера выходной части мундштука зависят длина и ширина будущего кирпича, высота же – от дальнейшей нарезки бруса.
После нарезки заготовки отправляются на сушку, где влага из них испаряется при температуре приблизительно 90 °C. Это важный и сложный этап производства кирпича.

Для того, чтобы предохранить кирпич от растекания – сушить его нужно медленно, следить, чтобы скорость испарения не превышала скорости миграции влаги из внутренних слоев. При остаточной влажности кирпича-сырца 6-8% его можно подавать на обжиг.
Обжиг.
Это завершающий этап производства кирпича методом пластического формования. Для обжига используют печи различной конструкции. Это и старые кольцевые печи, в которые кирпич укладывают и вынимают вручную, и современные туннельные, где кирпич обжигается в процессе продвижения его по печи.

Здесь все зависит от имеющегося у производителя оборудования. Температура же обжига зависит от состава сырьевой массы и обычно находится в пределах 950-1100°C. Необходимую температуру обжига следует строго выдерживать в течение нескольких часов, а весь цикл обжига длится несколько дней. Во время этого процесса цвет и структура кирпича полностью меняются и изделия обретают свой конечный вид. Из печи достают уже готовый кирпич, обладающий прочностью, водостойкостью и устойчивостью к перепадам температур.
По завершении всех работ кирпич транспортируют на склад готовой продукции –материал, полностью готовый к применению как в новом строительстве так и для реконструкции здания.
В заключение еще раз подчеркнем, что именно использование натуральный глины высокого качества позволяет производить экологически безопасные кирпичи различных цветов, поверхностей, фактур и форматов, полнотелые, или пустотелые и выдерживать уровень качества, доказанный многими годами применения.
Какой должна быть глина для кирпичного обжига?

Глина для кирпича фото
Глина представляет собой массу тугоплавких и легкоплавких минералов. Когда происходит обжиг, то легкоплавкие связываются воедино и растворяют минералы тугоплавкие. Чтобы определиться со структурой и прочностью кирпичей после обжига, обязательно требуется найти правильное процентное соотношение туго- и легкоплавких минералов, выбрать температуру и продолжительность обжига. Отрегулировав эти параметры, можно добиться нужных качественных характеристик кирпича.
При увеличении обжига строительного кирпича легкоплавкие минералы отвечают за стекловидную фазу. С ее увеличением повышается морозостойкость, а прочность изделия снижается.
Что необходимо для покупки печи для обжига кирпича
Если же задуматься об открытии бизнеса по производству керамического кирпича, то необходимо рассмотреть более серьезные варианты, чем жечь костры во дворе. Если уже принято решение купить мини печь для обжига кирпича, то необходимо выбрать оптимально подходящий вариант. Стоит продумать о том, какие объемы планируются выпускаться, ведь каждая печь имеет свою производительность.
Также важный пункт — подобрать печь с подходящим видом топлива, потому что в наше время быстрых перемен цен на энергоносители, этот вопрос требует серьезного отношения. Стоит задуматься о целесообразности покупки печи для обжига с большей производительностью, если в планах есть увеличение производства.
Когда вопросы по основным характеристикам решены, необходимо подобрать подходящий вариант модели и начать поиски вариантов выгодной покупки. Цена печи для обжига кирпича у разных дилеров и продавцов может колебаться, поэтому торопиться не стоит. Большинство представителей, реализующих данную продукцию, не выставляют цены в открытом доступе, поэтому придется потрудиться в поисках выгодного предложения. Но результат экономии может приятно превзойти все ожидания!