

Изготовление под давлением кирпича
Виды станков для кирпича лего, критерии выбора и изготовление
Уже много лет человечество использует кирпич в строительных целях. С каждым годом меняются технологии его производства, изменяются рецепты изготовления и линейные размеры. Все знают, что такое конструктор, но теперь по принципу конструктора, можно строить здания разной сложности, благодаря лего кирпичу. Он объединяет в себе свойства обычного кирпича (прочность, экологичность, огнестойкость, поглощение шума и др.), но можно организовать производство кирпича лего своими руками, тем самым ускорить и упростить строительный процесс. Для этого необходим станок для лего кирпича.
В нашей стране не налажено полноценное производство лего кирпича, а для создания собственного бизнеса, нужно не громоздкое оборудование и не большее пространство. Эта часть рынка остается не занятой, что дает предпосылки для открытия собственного дела.

Описание оборудования
- Описание оборудования
- Принцип действия
- Технические характеристики
- Режимы работы
- Продукция
- Технология производства лего-кирпича на мини- заводе
- Основные рекомендации
Агрегат позволяет получать лего-кирпичи методом прессования под высоким давлением, без последующего обжига в термических печах.
Принцип действия
 Подготовленная смесь для формирования кирпича поступает в специальный бункер, далее с помощью дозатора смесь попадает в формовочное пространство, затем при помощи гидропресса происходит сжатие смеси под большим давлением, в итоге получается готовое изделие.
Подготовленная смесь для формирования кирпича поступает в специальный бункер, далее с помощью дозатора смесь попадает в формовочное пространство, затем при помощи гидропресса происходит сжатие смеси под большим давлением, в итоге получается готовое изделие.
Станок оснащен трехфазным электрическим двигателем и масляным насосом для создания давления в гидроцилиндре.
В отличие от аналогов с ручным механизмом прессования Legostanok при помощи механизированного процесса сжатия позволяет достичь большего давления и увеличить производительность процесса.
Технические характеристики
Параметры станка оптимально подходят для его размещения на ограниченной территории. Правильная организация труда и подготовительных процессов в получении смеси позволяют достичь высоких показателей.
- высота – 1200 мм;
- длина – не более 800 мм;
- ширина – 650 мм;
- привод гидронасоса пресса – электрический (ручной);
- мощность электродвигателя – 3000 Вт;
- требуемая питающая сеть – 380V, 3-фазная система подключения;
- максимальное развиваемое давление прессом не менее – 40 кг/см2;
- среднее время формирования кирпича в прессовой камере – 10 с;
- максимальное количество выхода готовой продукции при своевременной загрузке приемного бункера – около 200 кирпичей/час (для станков с гидравлическим приводом).
Основные узлы станка включают:
- загрузочный бункер;
- дозатор смеси с ручным приводом;
- формовочную камеру;
- матрицу, позволяющую получать фирменную геометрию отверстий лего-кирпича (расположена в формовочной камере);
- электродвигатель;
- масляный насос;
- гидравлический пресс (работает от нагнетаемого насосом масла);
- станину агрегата.
Режимы работы
Станок может функционировать в ручном и полуавтоматическом режимах. Ручной режим предусматривает процесс формования продукции путем использования рычажного механизма, способного создать нужное усилие в подошве пресса. Полуавтоматический режим работы позволяет оператору лишь открывать в нужный момент клапан на гидравлической магистрали, формование происходит с помощью гидропресса.
Полуавтоматический режим повышает производительность станка в 1,5–2 раза. Готовая продукция получается более высокого качества, так как удается достичь требуемого давления для эффекта сцепления вещества на молекулярном уровне.
Характеристики кирпича, который можно производить на станке
Технологические процессы
Как делают силикат? В принципе, когда нужен силикатный кирпич, производство его может базироваться на 2 основных способах:
- Смешанная технология изготовления. Она подразумевает подачу сырья на каждый формовочный станок. Такой способ применяется на малых производствах и в домашних условиях.
- Централизованный способ изготовления силикатного кирпича. Сырье поступает по конвейеру в большие смесительные камеры, а затем распределяется по нескольким аппаратам. Естественно, что без такой технологии не могут обойтись крупные предприятия.
В общем случае технологическая схема производства силикатного кирпича включает такие этапы:
- хранение и предварительная подготовка ингредиентов;
- подготовка известкового компонента;
- приготовление смеси;
- гашение извести в смешанном состоянии;
- формование кирпичных элементов;
- изготовление кирпича в автоклаве;
- контроль качества и складирование готовой продукции.
При налаженном промышленном производстве используется следующее оборудование:
- Дробилка щепкового типа для измельчения крупных компонентов.
- Нория или специальный транспортер, обеспечивающий вертикальную подачу сырья и компонентов.
- Силосный аппарат для проведения процесса гашения извести.
- Мельница шарового типа для окончательного (тонкого) измельчения ингредиентов.
- Песчаный силосный аппарат для приготовления смеси.
- Винтовой конвейер для перемещения сыпучих компонентов.
- Дозирующая установка для подачи ингредиентов в непрерывном режиме.
- Смеситель двухвалкового типа, обеспечивающий приготовление смеси.
- Ленточный транспортер — основное оборудование для перемещения смеси и готовой продукции.
- Мост, предназначенный для загрузки сырого полуфабриката в автоклав.
- Пресс гидравлического типа обеспечивает формовку кирпичей.
- Автоклав — основное оборудования для изготовления кирпича под высоким давлением и температурой.
Вибропресс для производства кирпича
Теперь рассмотрим, что представляет собой вибропресс, с помощью которого изготавливается кирпич. Вибропресс это по сути целый мини-завод для производства кирпича включающий в себя ленточный транспортёр, бетоносмеситель, вибропресс и механизм перемещения уже готовой продукции. Использование вибропрессующих линий позволяет изготавливать качественный кирпич и не только. В настоящее время вибропресс это универсально устройство, с помощью которого можно выпускать тротуарную плитку, облицовочные материалы, шлакоблоки, бордюры и т.п. О другом оборудовании кирпичного завода можно почитать здесь.
Гиперпрессованный кирпич: характеристики, состав, технология производства

В России гиперпрессованный кирпич запущен в производство сравнительно недавно. В целом это одно из разновидностей бетонных изделий, которое нашло применение в облицовочных работах. Уже многие современные предприятия производят кирпич методом полусухого гиперпрессования. Сущность производства кирпича состоит в том, что смесь цементно минерального состава (мраморная крошка, известняк, цемент, красящие пигменты) с очень малым количеством воды прессуют под очень высоким давлением. Именно высокое давление гиперпресса целиком и полностью обуславливает красоту и завершенность наружной поверхности кирпича.
Технология производства гиперпрессованного кирпича гораздо проще по сравнению с традиционными технологиями производства силикатного и керамического кирпича, не требует дорогостоящего оборудования и состоит из следующих технологических этапов (рис. 1):
- подготовка сырья (заполнителя);
- дозирование компонентов;
- приготовление формовочной массы;
- прессование;
- набор прочности;
- участок колки кирпича.
Сырье для производства гиперпрессованного кирпича
Основным сырьем при производстве гиперпрессованного кирпича служит отсев дробления известняка – самая мелкая фракция, получаемая при производстве щебня. Как заполнитель также может использоваться доломит, ракушечник (тырса), мраморная крошка, отходы пиления камня, отходы от обогащения руды и каменного угля (терриконы), различные шлаки и т.д.
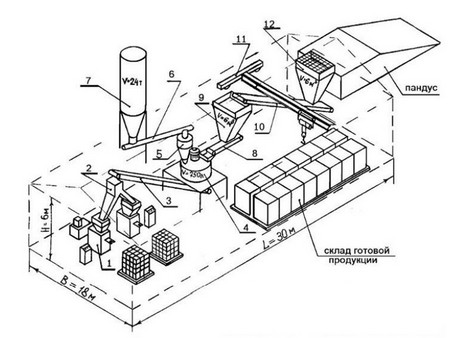
Рис. 1. Схема процесса производства гиперпрессованного кирпича: 1 — гиперпресс; 2 — распределитель смеси двухрукавный; 3 — ленточный конвейер; 4 — бетоносмеситель принудительного действия; 5 — дозатор цемента; 6 — конвейер винтовой; 7 — силос для цемента; 8 — питатель ленточный; 9 — бункер инертных; 10 — конвейер ленточный; 11 — кран балка; 12 — первичный бункер инертных
В сырьевую смесь можно добавлять измельченный брак и лом кирпича, бетонных изделий и блоков, керамзитовую крошку. Фракция заполнителя 0-5 мм. Если заполнитель более крупной фракции, то непосредственно в технологическую линию производства гиперпрессованного кирпича устанавливают дробильно сортировочное оборудование, для измельчения и распределения сырья на фракции.
Доля заполнителя в составе сырья 85-93%, цемента М500, М600 7-15%, красителя 0,5-2% (в среднем 1%). В качестве красителя используются, в основном, порошковые железоокисные пигменты, производства Испания, Германия, Чехия, Китай, Россия.
Технология производства гиперпрессованного кирпича
Далее при производстве гиперпрессованного кирпича отдозированные компоненты формовочной смеси поступают в смеситель для перемешивания. Для получения высокой степени гомогенности смеси сначала ведется сухое перемешивание, а затем, при необходимости, добавляется вода. Готовая смесь поступает в бункер пресса для формования кирпича.
Гиперпресс для кирпича в автоматическом (или полуавтоматическом) режиме ведет прессование одновременно двух, или трех кирпичей. При простейшей переналадке пресса для кирпича имеется возможность изготавливать одинарный или полуторный кирпич, полнотелый или с пустотами.
Отформованный кирпич снимается со стола пресса и укладывается на технологическом поддоне. Прочность свежеотформованного кирпича позволяет набирать высоту в 10 рядов.
Технология производства гиперпрессованного кирпича предусматривает, что кирпич-сырец должен пройти стадию набора прочности. Процесс твердения кирпича происходит за счет реакции гидратации цемента, которая может происходить как в естественных условиях при положительной температуре окружающего воздуха, так и ускоренно в паровоздушной среде при температуре 80°С. В первом случае кирпич выдерживается 28 суток при температуре не менее 20°С. Особенно эффективен этот прием летом при укрытии поддонов с кирпичом пленкой.
Во втором случае необходимо обустраивать специальные камеры тепловлажностной обработки (ТВО), где под воздействием пара при высокой температуре пропаривается кирпич 8-12 часов. После этого кирпич вывозиться на склад. Набравший прочность гиперпрессованный кирпич (не менее 70% от проектной марки) перекладывается на транспортный поддон, упаковывается стрейч-пленкой и обвязывается лентой.
Для придания декоративных свойств в производстве гиперпрессованного кирпича может присутствовать этап декоративной обработки, при которой скалывается лицевая поверхность. Скалывание производится двумя способами:
- рубка на установке гильотинного типа;
- двухстороннее скалывание ребер на установке типа «дятел».
В основном на предприятиях часто встречается полуавтоматизированный производственный процесс. Подача сырья в бункер производиться рабочими. За один цикл производится по 2 кирпича. Высота кирпича регулируется настройкой программы, которая установлена на данном оборудовании. Размеры кирпича: 250*120*65 мм, 250*120*88 мм (рис. 2).
Рабочий цикл кирпичного пресса составляет в среднем 10-18 с. Проектная мощность небольших производств в среднем составляет 500-1000 шт./ч. При непрерывном режиме работы (24 часа) объем производства в год составит ориентировочно 6 млн. шт. Стоимость одного кирпича варьируется в зависимости от цвета и размера от 11 до 25 руб. Средняя стоимость кирпича составляет 15 руб. Общая сумма выручки от реализации кирпича составляет 90 млн. руб.
Таким образом, рассмотренный производственный процесс является достаточно простым. Сырье, используемое в производстве, отличается низкой стоимостью, что позволяет получать прибыль уже на первых этапах производства гиперпрессованного кирпича.

Рис. 2. Фасадный облицовочный гиперпрессованный кирпич различных оттенков
Изучение состава гиперпрессованного кирпича
В 1990 г. в Научно-производственном объединении стеновых и вяжущих материалов СССР (ВНИИСТРОМ им. П. П. Будникова) группой ученых были досконально исследованы физико-технические свойства гиперпрессованных кирпичей, в состав смеси которых входили следующие компоненты:
- отсевы известняка-ракушечника – 84% (природная прочность известняка 30 кг/см2);
- портландцемент М300 серый – 7÷12%;
- вода проточная питьевая – 8%;
По окончании исследований физико-технических свойств сплошного гиперпрессованного кирпича были получены следующие результаты:
- по пределу прочности (в соответствии с ГОСТ 379-79) и на изгиб кирпичи соответствуют марке 250;
- плотность сухих кирпичей составляет 2,19 г/см3, что выше плотности силикатного кирпича на 0,19 г/см3;
- показатель водопоглощения, в соответствии с ГОСТ 7025-78, составляет 4,7÷4,8%, что ниже керамического и силикатного;
- теплопроводность, в соответствии с ГОСТ 7076-87 составляет 1,08÷1,09 Вт/м. K, выше керамического, близко к силикатному;
- структура кирпича согласно микроскопическому и рентгенофазовому анализу следующая: кирпич пористый, поры изолированные; размер крупных пор 0,2÷0,3 мм, мелких 0,03÷0,07 мм; основной фазой является кальцит; средний размер основной массы зерен составляет 0,1÷0,3 мм.
При оценке долговечности сплошного гиперпрессованного кирпича, состав которого в большей части был представлен отсевами карбонатных пород, были получены следующие результаты:
- выявленные показатели морозостойкости прессованного кирпича, в соответствии с ГОСТ 7025-78, подтверждают что образцы выдержали без потери массы и без видимых повреждений 150 циклов попеременного замораживания и оттаивания. По морозостойкости исследуемый кирпич характеризуется маркой F250. Морозостойкость гиперпрессованного кирпича во много раз превышает показатель для керамического и силикатного кирпича, что свидетельствует о высокой долговечности нового вида стенового материала».
- параметры стойкости кирпича к попеременному увлажнению и высушиванию, при комплексных испытаниях в климатической камере FEUTRON (в процессе 50 циклов увлажнения, замораживания, оттаивания и сушки) свидетельствуют о том, что потеря массы не превышала 1%, водопоглощение практически не изменилось, изменение прочности на сжатие не превысило 12% от начальных величин. Гиперпрессованный кирпич имеет высокую стойкость к попеременному замораживанию и оттаиванию, к увлажнению и высушиванию, что позволяет сделать вывод о его высокой долговечности.
- атмосферостойкость (после 50 циклов комплексных воздействий в камере FEUTRON – карбонизация кирпичей в среде углекислого газа 100% концентрации в течение 3-х суток). В результате установлено, что гиперпрессованный кирпич имеет высокую стойкость к комплексному воздействию агрессивных факторов, что позволяет сделать вывод о его высокой долговечности».
Исследование кладки гиперпрессованного кирпича
Исследовались физико-технические свойства кладки из полнотелого гиперпрессованного кирпича на цементно-песчаном растворе трёх марок, включая: предел прочности, деформативность и модуль деформации. В результате испытаний были сформулированы основные выводы:
- Кирпич гиперпрессованный может использоваться для кладки несущих конструкций сооружений с сухим, нормальным и влажным режимами эксплуатации, в том числе наружных и внутренних стен жилых зданий: для стен, подвалов и цоколей.
- Сопротивление сжатию кладки из гиперпрессованного кирпича соответствует требованиям СНиП 11-22-81, для кирпича керамического и силикатного. Упругая характеристика кладки из гиперпрессованного кирпича занимает промежуточное положение между упругими характеристиками кладки из сплошного керамического и силикатного кирпича (СНиП 11-22-81).
Подписанного 29 ноября 1990 г. от имени ВНПО стеновых и вяжущих материалов, Генеральным директором Гудковым П. В., руководителем темы, заместителем Генерального директора, доктором технических наук, Ахундовым А. А., ответственным исполнителем, ведущим научным сотрудником, кандидатом технических наук Хвостинковым С. И.
На основе результатов проведённых исследований, впервые в СССР, были введены Технические Условия на «Кирпич строительный гиперпрессованный» ТУ 21-0284757-3-90, что было зарегистрировано в МЦСМ Госстандарта СССР под номером № 005/023505, 07.12.90 г. Прочность сцепления с раствором СНИП П-7-81.
Гиперпрессованные строительные материалы представляют собой «тощий бетон» глубокого прессования, в составе которого «дефицит» вяжущего, по сравнению с бетонным камнем, заменяется явлением «холодная сварка» наполнителя образующимся под высоким давлением.
Традиционными наполнителями входящими в состав гиперпрессованных кирпичей являются известняк и доломит. На уровне химических элементов, раствор с цементным составляющим ближе к известняку, чем к керамике.
Гиперпрессованные материалы имеют в своем составе и сам цемент, что еще больше увеличивает адгезию кладочных растворов на основе цемента. Повышенная адгезия цементных растворов к гиперпрессованным кирпичам определяет прочность сцепления раствора с кирпичом в районе 2,53 кг/см2, более чем достаточную для кладки I-ой категории, у которой нормальное сцепление с раствором свыше 1,80 кг/см2.
В Ростовагропромстрой, в 1996 г., были произведены сравнительные испытания прочности сцепления керамического и гиперпрессованного кирпича с цементным раствором, в соответствии с ГОСТ 24992-81 Конструкции каменные. Методы определения прочности сцепления в каменной кладке – в 14 суточном возрасте. Использовался кладочный раствор с прочностью 100 кг/см2, в 28 дневном возрасте (рис. 3).
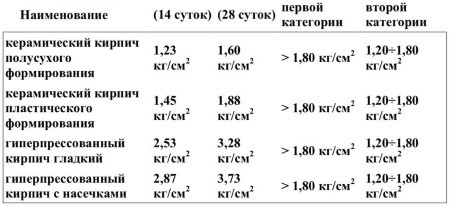
Рис. 3. Прочность сцепления керамических и гиперпрессованных кирпичей с раствором
Каналы сбыта готовой продукции
Пресс для производства гиперпрессованного кирпича и прочее оборудование окупятся быстрее, если еще на этапе разработки бизнес-плана вы продумаете, как и кому вы станете реализовывать готовый материал.
Наилучший вариант – это сотрудничество с оптовыми клиентами. Так вы сможете сразу реализовывать весь произведенный кирпич. Найти таких клиентов будет достаточно сложно. Но предложив потенциальным покупателям выгодные условия, вы легко заручитесь их доверием.
Поначалу, пока каналы сбыта еще не отлажены, можно ориентироваться и на частного покупателя. Попробуйте реализовывать товар небольшим строительным базам и фирмам.
Рекламируйте продукцию, которую производите. Только тогда о вас узнают не только частные покупатели, но и оптовики. Здесь подойдут: объявления в газетах и журналах, радио. Не забывайте про Интернет. На страницах сайта вы сможете рассказать своим потенциальным клиентам о технологии, разместить прайс-листы и указать контактные данные.
Заключение
Кирпич лего – строительный материал нового поколения, он надёжен, прочен, долговечен, эстетичен. Высокие оценки он получает также за удобство и скорость кладки и возможность сэкономить. Производство лего-кирпича – новое направление бизнеса, его несложно организовать, но делать это целесообразно там, где есть целевые клиенты – застройщики, использующие в своей работе этот стройматериал. Если проанализировать имеющийся рынок, оценить конкурентов и, исходя из этого, выбрать оборудование с оптимальной производительностью, можно успешно стартовать в этом виде бизнеса, а развить дело поможет активная рекламная кампания.

Главный редактор #ВЗО. Работает на сайте с момента основания. Через Юрия проходят все тексты перед размещением на сайте. Быстро вникает в темы, на которые пишут авторы, включая финансовую, и следит за качеством публикуемых материалов.

